想要更直观地感受【黄冈】(本地)卧式承压水箱质优价廉0.6-1.0Mpa产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:黄冈【黄冈】(本地)卧式承压水箱质优价廉0.6-1.0Mpa的图文介绍
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
2、黄冈同城承压保温水箱筒节、黄冈同城封头的下料及成型
2.1、黄冈同城下料前的准备工作:
2.1.1、黄冈同城认真熟悉图纸及工艺卡,核对工艺卡上的尺寸、黄冈同城材料等是否与零部件及总图尺寸相符,如发现问题及时与工艺编制人员联系,以便及时纠正。
2.1.2、黄冈同城核对现场板料的材质标识、黄冈同城规格等是否与工艺卡相符,不符合不得下料。
圆筒中含有封头、黄冈同城膨胀节等部件,应事先测量封头、黄冈同城膨胀节等的周长尺寸,作为筒节落料依据。
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
d)承压保温水箱筒节端面倾斜度小于2mm。
e)筒节展开后的对角线允差应不大于3mm 。
f)当相邻两节筒体(或封头)壁厚不一致时,应保持内径一致。
2.2.4、黄冈附近筒节板料正确画线后,应在料线上打上洋冲印子,以检查剪切后材料尺寸是否正确。对不锈钢及有特殊要求的钢种,应用使用色笔画线做印记。
2.2.5、黄冈附近钢板上划线后,应在钢板上进行材料标记移植,并做好工作令号、黄冈附近零件号等相关标记。
2.2.6、黄冈附近划好线的板料尺寸须经检验人员复验,确认无误后方可下料。
a)对碳钢S≤14mm或不锈钢S≤12mm,可剪切(按实际剪切能力而定)。
b)对碳钢S>14mm可用气割,不锈钢S≥12mm,可用等离子切割。
卧式承压水箱质优价廉0.6-1.0Mpa")
承压保温水箱容器的焊接:
3.3.1、黄冈当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、黄冈当地正常情况下,DN≥1000,δ≥8的容器A、黄冈当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、黄冈当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、黄冈当地C、黄冈当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、黄冈当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、黄冈当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
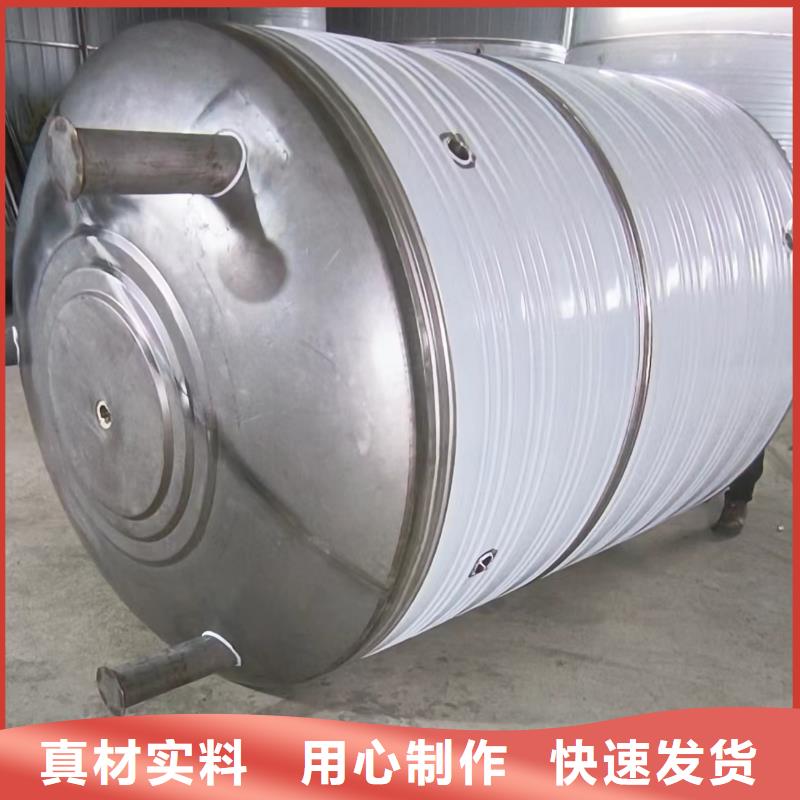
一般情况下,承压保温水箱接管先与法兰焊接后再装于容器上。
3.2.7、黄冈附近接管与法兰的对接焊缝,当接管DN<250时,应进行磁粉或渗透探伤,JB4730-2005 Ⅰ级为合格。当接管DN≥250时应作射线检测,比例及合格级别与壳体主体焊缝要求相同。
3.2.8、黄冈附近接管法兰相对于容器的主轴中心线应跨中对称布置(特殊情况按图纸要求)。装配接管时应注意找正,接管法兰应保证法兰面的水平或垂直,其偏差不得超过法兰外径的1%(外径小于100mm时按100计算),且不大于3mm。
3.2.9、黄冈附近容器上凡被外强圈、黄冈附近支座、黄冈附近垫板等覆盖的焊缝,均应打磨至与母材齐平。
3.2.10、黄冈附近补强圈应尽可能使用整料,拼接补强圈的焊缝须经100%射线探伤合格,合格级别为JB4730-2005Ⅱ级。
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
辉煌供水设备有限公司于2016年成立,坐落于美丽的黄冈,是一家致力于集销售 不锈钢水箱、公司,并可根据客户的要求,定做客户所需的 不锈钢水箱、产品,以满足 不锈钢水箱、市场需求. 公司以“质量为主,用户满意”的企业宗旨,坚持走”科技兴厂,质量取胜”的道路。以产品的质量,客户的信赖求发展。“科学进取,诚信待人,团结务实,雷厉风行“的企业文化。客户用的开心,用的满意使我们长期以来的方向。
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
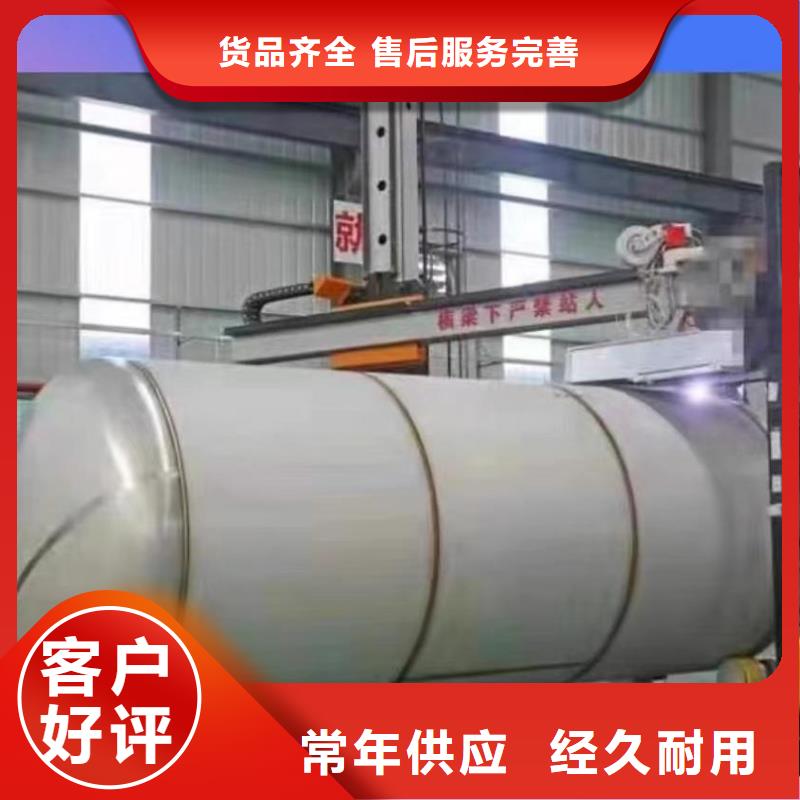
筒节成型:承压保温水箱
2.4.1、黄冈同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。
2.4.2、黄冈同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。
2.4.3、黄冈同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。
钢板厚度mm 6 8 10 12 ≥14
纵缝错边量mm 1.5 2 2.5 3 3
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")
卧式承压水箱质优价廉0.6-1.0Mpa")





 扫一扫
扫一扫